390
Automatic Shaper


Larick 390 Automatic Shaper is a different concept in shapers. It’s conveyor fed, making the 390 ideal for shaping small parts which could not be fed with a conventional power feeder.
A versatile shaper, with its fast and easy changeover, makes it ideal for the shop with a large inventory of profiles.
More Machines Like This

Pillar Machine
Larick 410 Shaper Sander




Operator interface: Touch screen control
Vertical Adjustment: YES
Material thickness: Up to 3″ thick
208-240 Volt, 3 Phase, 50-60 Hertz (other voltages available, see options section)
Spindle diameter: 1 ¼”
Spindle HP: 7.5 HP (10 HP option available, see options section of this quote)
55″ by 38″


Larick 390 Description
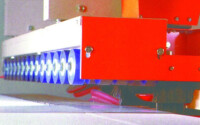
The 390 7 1/2 HP inverter controlled variable speed shaper can shape pre-arched panels automatically. Using a template, it can also hog out arched panels. Horizontal and vertical shaper adjustments with digital position indicators and the 5 position fence make profile changeovers extremely quick and simple. The 390 features tried and proven technology from Larick’s 410 Shaper/Sander – the 6 inch wide conveyor with staggered hold down tires, floating head shaper, and 5 position chipbreaker fence.
Standard Operation
Larick’s 390 is an unrivaled type of shaper. Applications include making every part for arched raised panel doors in small cabinet shops to being dedicated to one profile in larger factories. The “HANDS-OFF” method of arching panels and rails is safe and non-intimidating. The ability to “climb cut” drastically reduces reject parts, especially on arched rails. The feed rate can “follow” the shaper load, slowing down and speeding up as the cutter’s load varies. Digital counters show the shaper’s horizontal and vertical position, and the fence has five adjustable stop positions. Therefore, changing tooling normally takes only about two minutes because all settings can be pre-set. As a result, a small shop making two to three tooling changes per day can usually save an hour of setup time each day which will more than pay for the cost of the machine.
Unlike arch door making systems using handheld fixtures, Larick places a centering jig with a template over the part and feeds them through the machine. The hold-down tires clamp the jig and part together on the conveyor. A bearing on the spindle contacts the template and pushes the shaper spindle back. The result is that the spindle moves back and forward and follows the template while the part is fed through. Climb cutting is possible with this system which almost eliminates rails splitting and chipping, reducing scrapped parts.
What the 390Does
The 390 automatic shaper is typically used to perform the following operation:
Shaping arched, raised panel doors with centering jig and template while feeding parts through the machine.

Touchscreen Interface
Backlit LCD touch screen display RPM and load.
What Comes with the Larick 390

Larick 390 Control Unit

Larick 390 Fence

Larick 390 Shaping Station

Larick 390 Floating Heads Icon
Larick 390 Conveyor System

Installation Requirements
Factory installation is not necessary for this machine. It will arrive fully assembled and ready for production once necessary power and air are connected to it.
Phone support for startup is offered on this machine at no charge.
Factory on-site installations are available if preferred. Contact your Pillar Machine representative if interested in obtaining a quote for this option.

Made In The USA
All Larick Machines are built 100% at our Fort Collins, Colorado Factory.
The benefits of purchasing an American made machine extend far beyond simply supporting the “local” economy.
Additional benefits include:
- All parts are sourced from vendors in North America.
- Parts availability is increased and assures honest pricing.
- Real Factory Support.
When technical assistance is required you can often talk directly to the people that built, wired, and tested your machine.

1 Year Warranty
Larick Profile Shaping & Sanding, a Pillar Machine company, warrants to the original purchaser of the Larick Machinery that this product will be free from defects in material or workmanship, when purchased, and under proper, normal use, for one (1) year from the original date of delivery. Original purchaser understands that the machine warranty is only applicable to machines that are or were paid in full within 60 days of the original delivery date.
The full defined warranty can be found here: https://pillarmachine.com/pillar-service/#warranty
Options for the Larick 390

Larick High Shear Cutter Option
This cutter will reduce the need to use a backer block or the requirement for putting back to back parts in the machine as to reduce tearout on the tailing edge of the part being processed.
This tool is made of high-grade diamond and is custom made for your profile shape.
Larick 10HP Motor Upgrade Icon
This option will replace your 7.5 HP Shaper motor with a 10HP Shaper motor.

Larick Outboard Fence Option
The 390 outboard fence allows you to size stiles and rails to the correct width. When using this outboard fence, the 390 references to the outboard fence instead of the normally used back fence.
Larick 460 Volt 3 Phase Option
460 volt three phase option is cost is per motor.
Larick 575 Volt 3 Phase Option
575 volt three phase option is cost is per motor.

Larick 390 Quick-Change Spindle Option
This option replaces the standard belt drive spindle with a 11HP HSK-63F Quick Change Spindle, allowing your operator to change the profile tool on the Larick machine very quickly. Includes a push button control for releasing the tool from the spindle.
Notes:
1. This spindle replaces the manually change cutting spindle that is standard on the Larick machine.
2. Selecting this spindle may add lead time to your machine.
3. Selecting this option removes the 390 machines ability to accept stacked tooling.
4. The picture may not represent the exact spindle configuration provided for this option.
5. HSK-63F arbor not included. See options section.

Pillar HSK 63F Vertical Spindle
Replaces the standard belt drive spindle with a 11HP HSK-63F Quick Change Spindle, allowing your operator to change the profile tool on the Larick machine very quickly. This option includes a push button control for releasing the tool from the spindle.
Notes:
1. This spindle replaces the manually change cutting spindle that is standard on the Larick machine.
2. Selecting this spindle may add lead time to your machine.
3. Selecting this option removes the 390 machines ability to accept stacked tooling.
4. The picture may not represent the exact spindle configuration provided for this option.
5. HSK-63F arbor not included. See options section.

Pillar HSK Tool Holder
This option includes one HSK tool holder.
Notes:
1. Arbor specs: 1 1/4 X 55 mm HSK-63F.
2. Photo may not represent the exact tool holder to be used in this option.

Photo Coming Soon
FEEDTHROUGH CENTERING JIG
Larick’s centering jig allows arching capability on the Model 390 Shaper. Templates for arched rails or panels are installed in the centering jig which is placed on top of the parts, then fed through the machine. The machine’s hold down pressure secures the jig and rails or panels to the conveyor. The spindle moves back and forward with its position controlled by a bearing on the spindle which follows the template as they move through the machine, pushing the spindle back and allowing it to move forward.
The jig’s thickness is one inch above the part which includes a ¾” thick template. Side guides move to center the part under the jig with a knob. For rails, fixtures are installed/removed with 2 screws each. These fixtures control the finished width of the arched rail.
Three template styles are available: Traditional Arched Panels with a 1.5 inch arch height, Eyebrow Arches with a maximum arch height of 1.2 inches, and a Flat Top Arch with a 1.5 inch arch height. Each template set includes 24 templates, 12 each for rails and panels.
To use the jig to create an arched rail, the ‘stop’ fixtures and the desired template are installed in the jig. A rail is laid on the machine’s top, and the jig placed on top of the rail. Turning the knob on the jig moves the side guides in to center the part. The jig is then pushed against the 390’s fence which forces the rail against stops in the jig. While maintaining contact with the fence and pressure on the knob to keep the part centered, the assembly is fed into the machine. After half of the jig is under the hold down wheels, the operator may release the knob and is now ‘hands off’ until the machining is complete. The operator can then place another rail on the infeed table, pick up the jig as it exits the hold down section, drop the part out of the jig, then place the jig over the next part and feed it through to be machined.
To machine an arched panel, the stop fixtures are removed, the appropriate panel template installed, and the feed process is similar to that of a rail. As the jig is placed on top of a panel, allow the panel to extend beyond the jig, then, using the centering knob, turn it to center the panel. Keeping centering pressure, place the panel against the fence and slide the jig over the panel until the template also contacts the fence, then feed the assembly into the machine, maintaining pressure with the centering knob until about half of the jig is under the hold down wheels before releasing the jig.
Larick recommends using a straight hogging cutter to create the arches on both panels and rails. For rails, on the 390, tooling is stacked. Normally, the hogging cutter is on the bottom with a rub bearing with the same diameter above it. A rail cutter is next with a bearing about 1/16 inch smaller than its minor diameter above. This method of first hogging out the rail, then profiling gives a better finish because the profile cutter is only removing 1/32″ of material and the profile so does not burn the part. The 390 machine also has the capability to have its feed rate to be controlled by the shaper’s load, and to have different rotation directions in the raised (hogging) position and lowered (profiling) position. This allows hogging to be done using a climb cut (CW rotation) which does not split the rails because the wood is being compressed as it’s cut. Profiling can be done with either rotation. The 390 will automatically change its rotation direction when the spindle is raised or lowered.
